快速搜索
资讯分类
更多资讯


热门搜索
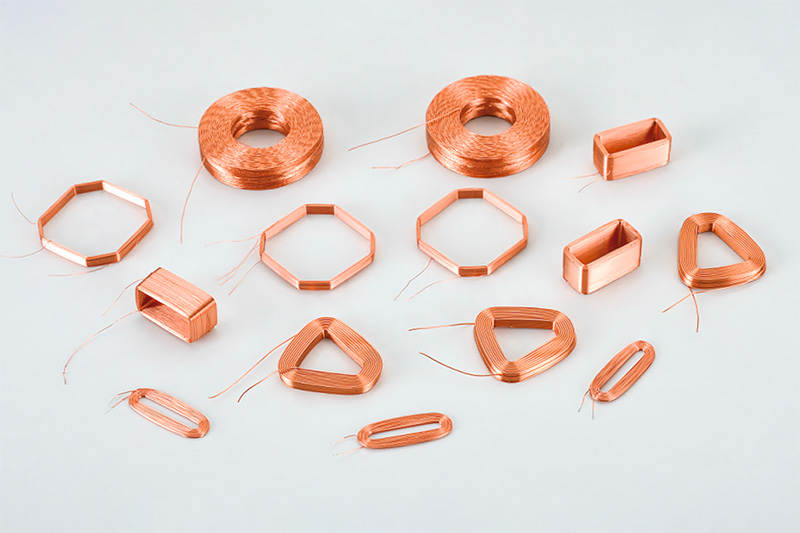
车用离合器线圈客户现场
发布时间:2025-09-22 纵横技术整理发布,转载请注明出处车用离合器线圈主要用于控制空调压缩机、冷却风扇、机械式增压器等部件的啮合与分离。车用离合器线圈是一个看似简单但技术含量很高的部件,其特点围绕着高可靠性、耐恶劣环境和高性能展开。而绕制过程则是一个精密制造过程,核心在于 “紧实、整齐、绝缘、牢固” ,通过严格的张力控制、匝数控制、绝缘处理和真空浸漆工艺来保证其质量。
一、 绕前准备
(1) 材料检验:
漆包线:必须使用规定牌号、线径和绝缘等级的漆包铜线。使用前需检测线径均匀度、导电率和漆膜厚度、耐刮性等。
骨架:检查骨架是否有毛刺、裂纹、变形,材质是否满足耐温要求。
引出线/端子:检查焊接端子或引出线的规格和牢固度。
(2) 设备校准:
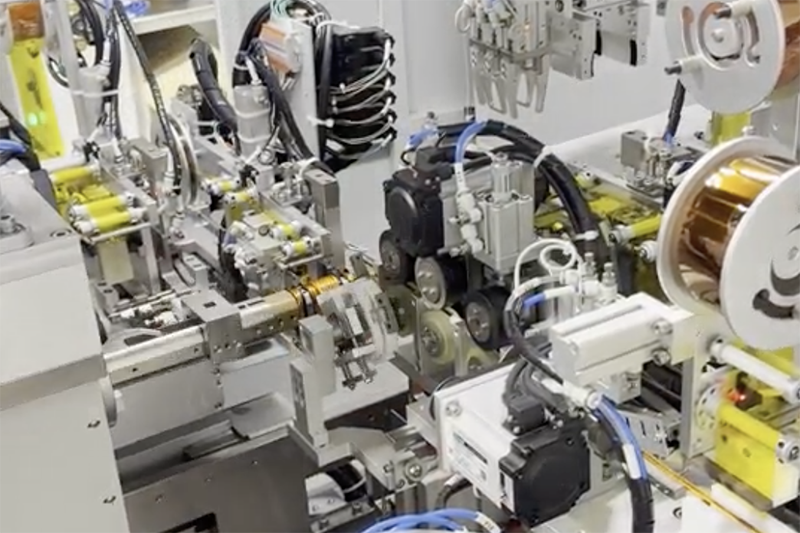
绕线机必须精确校准,确保排线整齐、紧密、无重叠、无间隙。张力控制器是关键,需要设定到最佳值。
二、 绕线过程
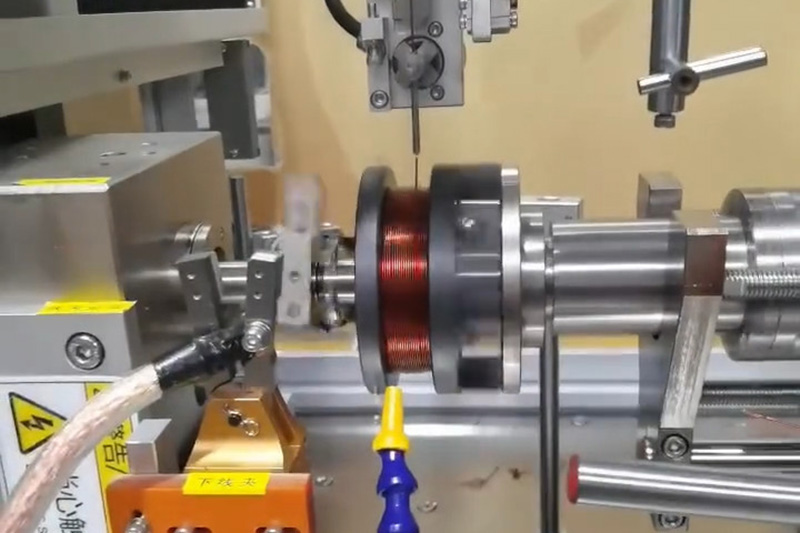
(1) 张力控制:
张力过小:会导致绕线松散,线包不紧实,后续容易因振动而磨损短路,且热传导差,容易局部过热。
张力过大:会拉伸漆包线,导致线径变细(电阻增大),更严重的是会损伤漆膜绝缘,造成潜在的匝间短路隐患。张力必须均匀稳定。
(2) 排线整齐:
必须一层一层紧密、整齐地绕制。交叉、重叠、缝隙都会影响线圈的整体尺寸、散热性能和电气性能。自动排线机是保证一致性的关键。
(3) 匝数精确:
绕线机的计数器必须准确,确保每个线圈的匝数完全一致,这是保证电感量和磁动势(安匝数)一致的基础。
(4) 中间抽头(如有):
对于有多速或特殊功能的线圈,中间抽头的位置必须绝对准确,焊接点需光滑、无毛刺,并做好绝缘处理。
三、 绕后处理
(1) 焊接与引线固定:
线圈首尾端与引出线的焊接必须牢固、光滑,避免虚焊、冷焊。焊点不能有尖刺,以免刺破绝缘。引出线必须用扎带或卡槽妥善固定,防止其晃动拉扯焊点。
(2) 绝缘测试(在线检测):
绕制完成后,应立即进行匝间绝缘测试(采用冲击耐压测试仪)和对地绝缘测试(兆欧表),及时发现并剔除不良品。这是质量控制的核心环节。
(3) 浸渍与烘干(真空浸漆 - VPI):
目的:填充线匝间的微小空隙,固化后使线圈成为一体,提高机械强度、导热性和防潮防腐蚀能力。
过程:将线圈放入真空罐,抽真空排出空气,然后注入无溶剂环氧树脂绝缘漆,再加压使漆液充分渗透,最后取出进行高温固化。
(4) 最终检验与测试:
外观检查:检查封装是否完整、无气泡、无缺料。
电气性能测试:100%检测直流电阻和绝缘电阻,确保符合规格。
功能测试:在模拟工况下测试吸合电流、释放电流和吸力等。
如果您也需要定制空心线圈设备,请与我们取得联系!广东纵横技术有限公司15年专注于空心线圈绕线机、阿尔法线圈、音圈线圈等成型绕线机研发与智造,设备广泛应用于智能手机、3C电子、新能源汽车、家用电器、军工航天、核电船舶等领域,联系电话:139-2581-0131(冯先生)。